
How Can OEM Sampling Optimization Transform Garage Doors Cable Drums Development Speed?
Problem: Project managers handling multiple international garage door brands often face prolonged sampling rounds for critical parts such as garage doors cable drums, causing delayed approvals and production bottlenecks. Promise: A standardized sampling room workflow and clear design templates can reduce iteration cycles and lock down final tooling faster. Answer: This paper outlines practical templates, stepwise sampling gates, test matrices, and coordination tactics that accelerate alignment while preserving torque, balance, and safety requirements for cable drum assemblies. Let’s explore concrete steps to standardize OEM development process and shorten time-to-approval.
1. What This Hardware Is — Definition and Technical Context
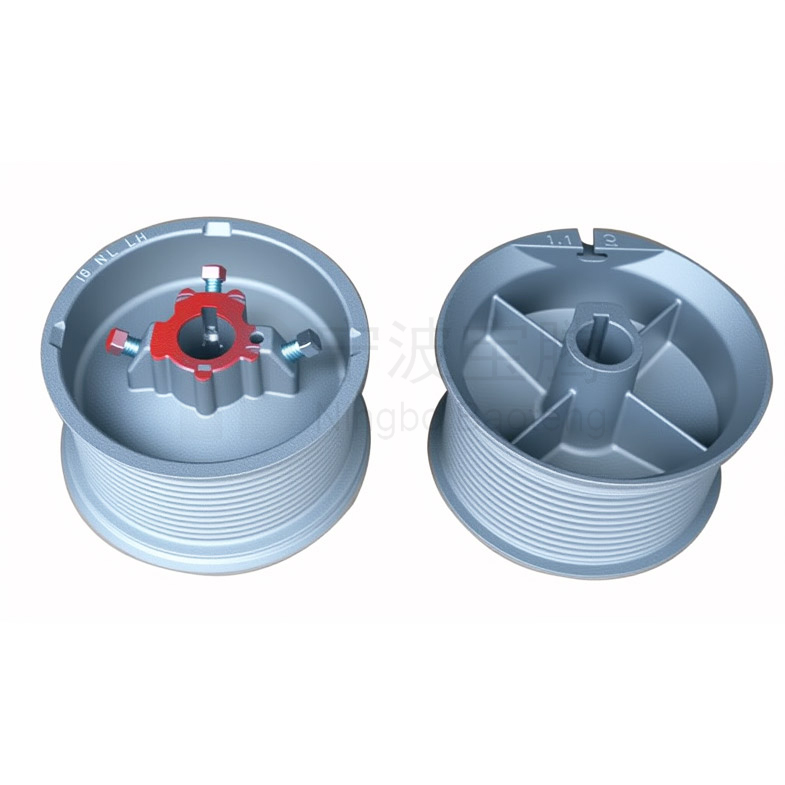
A cable drum for a torsion-based garage door converts spring torque into linear cable travel; its groove profile, flange diameter, material thickness, and bore concentricity determine winding reliability and cable seating. In modern residential and commercial doors the cable drum must interface with torsion springs, steel shafts, and cable assemblies to provide synchronized lift with low friction and no binding. For OEM garage door hardware projects, the cable drum is a high-impact part because small tolerance shifts affect door balance, cable retention, and cycle life.
SEE: Load-bearing brackets and cable drums are commonly validated through torque and tensile testing to ensure structural integrity and consistent lift performance. Engineers frequently specify spring torque ≥ 150 N·m and cycle life ≥ 20,000 for medium-duty systems when defining acceptance criteria.
Technical attributes to include in a standardized template: nominal drum diameter, groove radius and pitch, flange thickness (mm), shaft bore tolerance (H7/H8), recommended cable diameter, surface treatment (zinc-plated or galvanized), and maximum allowable runout (mm). Including these fields in the initial RFQ reduces ambiguity between OEM and manufacturer and forms the basis for rapid prototype acceptance.
2. Use Scenarios — Applications & Use Cases
Cable drums are used across environments with different operational demands. Residential garage installations prioritize low-noise operation and smooth cable seating; industrial loading docks require heavy load tolerance and long life under frequent cycles; commercial warehouses demand corrosion-resistant finishes in humid environments. Designing the sampling process with scenario-specific acceptance checks avoids one-size-fits-all iterations.
Residential example: A 2.2 m wide residential sectional door using nylon rollers, a galvanized cable drum, and a torsion spring balanced at 90–120 lbs per side. Test steps should verify noise level < 50 dB during cyclic testing and smooth cable tracking over the flange. SEE: Installers typically use precision alignment tools to ensure parallel track installation and roller positioning, which affects cable winding behavior.
Industrial example: For a high-cycle dock door, the cable drum material selection may shift to thicker steel, shaft coupling tolerances tightened, and flange welds inspected by dye-penetrant testing. Recommended testing includes cycle testing above 50,000 operations and torque distribution analysis across the drum groove.
Commercial warehouse example: Prioritize corrosion resistance—use zinc-plated or hot-dip galvanized drums in coastal installations. SEE: Many evaluators perform salt-spray testing on hinges and brackets to assess corrosion resistance in coastal areas; the same approach applies to cable drum surface treatments.
3. Key Benefits and Technical Limits — Advantages & Limitations
Standardizing the sampling room and documentation offers measurable advantages: reduced rounds to approval, consistent supplier performance, and traceable decision logs. Three core benefits are:
Benefit 1 — Faster alignment: A template that includes dimensional callouts, material finish codes, and a predefined test matrix reduces clarification cycles. SEE: Technicians usually verify shaft concentricity and track clearance to minimize vibration and friction during sample validation.
Benefit 2 — Repeatable testing: A consistent sampling protocol enables parallel testing (e.g., tensile, cycle, and runout) so mechanical validation does not wait on assembly feedback loops.
Benefit 3 — Cross-brand harmonization: When a project manager oversees multiple international brands, harmonized templates ensure each supplier executes the same acceptance gates, enabling batch-level approvals rather than bespoke sign-offs.
Limitations: Not all tolerance or material choices are universally applicable. For example, nylon drum inserts may be appropriate for noise reduction in residential doors but not for heavy-duty industrial cycles where metal-to-metal contact provides higher heat tolerance. Testing constraints such as lab availability or salt-spray chamber capacity can also prolong sample validation if not scheduled in advance.
4. Side-by-Side Contrast — Comparison with Legacy Sampling
Legacy sampling often relies on ad-hoc drawings, manual email approvals, and siloed test results. Compared to a structured template-driven approach, legacy methods are slower and produce higher variance in first-pass acceptance. Key contrasts:
Precision: Modern templates demand runout < 0.2 mm and concentricity tolerances that legacy sketches often omit. This leads to smoother operation and fewer warranty claims.
Noise and wear: Nylon rollers paired with precisely profiled cable drums yield quieter doors in residential setups; older practice of loose groove tolerances increases cable chatter and premature wear.
Maintenance: Standardized designs reduce variability in replacement parts, simplifying service logistics and reducing incorrect part shipments across international warehouses.
Discover related technical guidance such as torque testing and alignment procedures by visiting Tracks alignment techniques そして Torque performance for brackets for cross-referenced process steps.
5. Production & OEM Process Capabilities — Manufacturing / OEM
A factory-focused sampling room should include clear process gates: initial prototype, functional test build, pre-production pilot run, and final approval for tooling. For cable drums this means:
Gate A — Prototype: Verify geometry against CAD, check bore tolerances, and confirm groove profile. Gate B — Functional test: Assemble with real cable and torsion springs, run 1,000 cycles to check seating and initial wear. Gate C — Durability test: Cycle testing to the agreed cycle life (e.g., 20,000 cycles) and inspect flange wear and cable abrasion. Gate D — Production sign-off: Pilot batch with full packaging and labeling verification.
Quality assurance steps that shorten sampling rounds: using first-article inspection (FAI) templates, pre-approved material certificates, and agreed inspection checklists for runout, bore concentricity, and surface treatment thickness. SEE: Quality inspectors prefer stainless steel shafts in humid or coastal installations to reduce maintenance windows and extend service life.
For OEM managers handling multiple suppliers, require that each supplier submit CAD with PMI (product manufacturing information) and IoT-tagged sample reports when possible. Linking test data to the central ERP reduces back-and-forth and accelerates global approvals.

6. Values, Sustainability, and Lifecycle Considerations
Sustainability in hardware design reduces lifecycle cost and aligns with export expectations. Four pillars for cable drum projects:
Material selection: Prefer recyclable steel and minimize coatings with hazardous substances. In coastal markets specify galvanized finishes to extend service life.
Lifecycle planning: Design drums for replaceable wear components where feasible so end-of-life parts can be swapped rather than full assembly replaced.
Packaging standards: Use reusable pallets and minimal protective plastics to reduce shipping waste while preserving part integrity during transit.
Supplier audits: Include environmental and material composition records as part of approval packages to support buyer compliance checks. SEE: Cycle testing under varying temperatures helps determine hardware fatigue and deformation resistance, which informs sustainable replacement intervals.
7. FAQs — Practical Questions From Project Managers
How do I structure a sampling template for cable drums?
Include dimensional drawings with critical tolerances, material and finish codes, assembly interface details (shaft bore tolerance, keyway dimension), and a mandatory test matrix covering runout, cycle life, and cable seating verification.
Which material finish is best for coastal installations?
Hot-dip galvanized or zinc-plated steel is commonly selected for coastal or humid environments; salt-spray testing should be part of the acceptance matrix to confirm coating adherence.
Can standardized templates reduce sampling rounds?
Yes. Templates that enumerate acceptance criteria and test steps reduce ambiguity and cut iterative feedback; this typically lowers sample rounds by 30–60% depending on supplier maturity.
What cycle life should I request for residential vs industrial drums?
Residential systems commonly require 20,000 cycles; industrial dock doors may need 50,000 cycles or more. Define cycle expectations in the RFQ to align lab testing and sampling schedules.
How should I verify cable seating and groove profile?
Use a combined visual and dimensional check: measure groove radius with profile gauges and perform live winding tests under nominal spring torque to ensure cable sits without lateral displacement.
Are nylon inserts appropriate for all cable drums?
Nylon inserts reduce noise and abrasion for light-duty residential doors but have lower heat resistance; specify nylon only when cycle life and load tests confirm suitability for the intended application.
What documentation speeds up cross-border approvals?
Provide CAD with PMI, material certificates, FAI reports, and test logs (cycle, runout, corrosion). This standardized packet reduces customs and compliance delays between regions.
Where can I see case studies on related components?
Explore engineering specifications and installation tutorials to understand integrated system behavior; for example, review 技術仕様 そして インストール・チュートリアル for linked component guidance.
8. Implementation Roadmap — Key Steps to Standardize OEM Development Process
Step 1 — Create a master sampling template: fields for CAD references, material codes, test matrix, acceptance criteria, and packaging requirements. Step 2 — Pre-qualify suppliers: audit their lab capacity and request sample reports for previous runs. Step 3 — Run parallel testing: schedule functional and durability tests concurrently to compress the timeline. Step 4 — Centralize feedback: use a shared digital workspace for version control and sign-offs. Step 5 — Lock tooling: after pilot-run validation, freeze tooling specs and move to production planning.
SEE: Maintenance teams often measure bearing noise levels after continuous operation to confirm smooth performance; incorporate noise checks in the functional test gate to capture this parameter early.
9. Closing and Next Actions
See how standardized templates shorten approval cycles for cable drum projects.
Project managers handling international garage door brands can reduce sampling rounds by applying the structured gates and templates outlined above. Start by defining your acceptance criteria matrix and aligning suppliers on the first-artifact inspection checklist to achieve faster, repeatable approvals.